Zasuwy spawane doczołowo
Operacja otwierania i zamykania trwałych zasuw zgrzewanych doczołowo Hanno Valve jest bardziej pracochłonna, a operacja jest prosta, odpowiednia do trybów sterowania ręcznego, przekładniowego i sterowania elektrycznego. Zasuwy zgrzewane doczołowo mają zalety prostej konstrukcji, wygodna produkcja i konserwacja i nadaje się do transportu różnych mediów płynnych.
Wyślij zapytanie
Opis produktu
Zawór Hanno, który można dostosować Zasuwy spawane doczołowo nadają się do różnych dziedzin przemysłu, takich jak ropa naftowa, chemia, energia elektryczna, metalurgia itp., mogą pracować stabilnie w wysokiej temperaturze, wysokim ciśnieniu i innych trudnych warunkach.
Prawidłowa metoda montażu zasuw spawanych doczołowo jest następująca:
1. Prace przygotowawcze:
Po pierwsze, upewnij się, że materiał, model i specyfikacje spawanej zasuwy spełniają wymagania. Oczyść oba końce złącza spawalniczego, aby upewnić się, że nie ma zanieczyszczeń ani plam oleju.
2. Wykonaj spawanie:
Wyrównaj spawaną zasuwę z rurociągiem łączącym i użyj odpowiedniej metody spawania. W zależności od materiału zasuwy i rurociągu do spawania należy używać odpowiednich materiałów spawalniczych. Upewnij się, że złącza spawane są jednolite i mocne.
3, Instalacja i mocowanie:
Po zakończeniu spawania należy prawidłowo zamontować i zamocować spawaną zasuwę zgodnie z rzeczywistymi potrzebami. Użyj odpowiednich elementów mocujących, takich jak śruby i nakrętki, aby zabezpieczyć zasuwę w żądanym położeniu.
4, Debugowanie:
Po spawaniu i zamocowaniu konieczne jest debugowanie spawanej zasuwy. Upewnij się, że operacje otwierania i zamykania zasuwy przebiegają normalnie, bez wycieków lub przesiąkania. Sprawdź, czy szczelność i siła robocza zasuwy odpowiadają wymaganiom.
5. Wykonaj próbę ciśnieniową:
Po zakończeniu debugowania użyj testera ciśnienia, aby sprawdzić ciśnienie spawanej zasuwy. Zgodnie z wymaganiami projektowymi zastosować odpowiednie ciśnienie i obserwować, czy nie ma wycieków. Jeśli wystąpi wyciek, należy go ponownie zdiagnozować i naprawić.
6, Konserwacja zaworu:
Po montażu należy regularnie konserwować zasuwę. Obejmuje to czyszczenie powierzchni zaworu, sprawdzanie szczelności zaworu, smarowanie ruchomych części zaworu itp. Utrzymuj dobry stan pracy zasuwy.
Powyższa metoda montażu zasuw spawalniczych jest poprawna. Ważne jest, aby przed montażem dokładnie przeczytać instrukcję montażu zasuwy i ściśle przestrzegać wymagań eksploatacyjnych. W przypadku niepewnych sytuacji Hanno Valve sugeruje zwrócenie się o profesjonalną pomoc.
Przybory
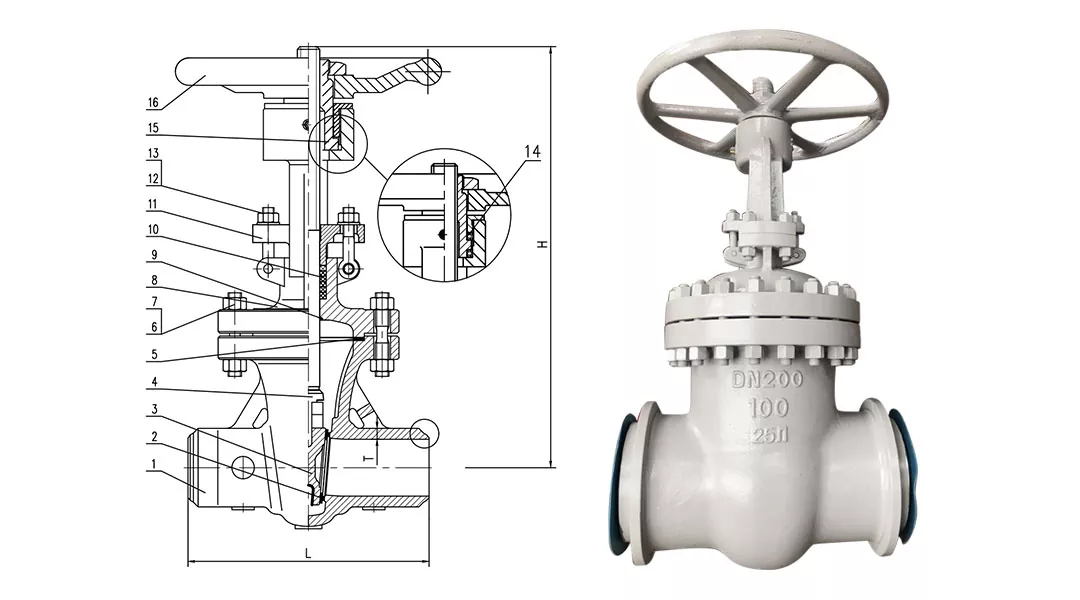
| NIE. | Nazwa części | Przybory |
|---|---|---|
| 1 | Ciało | 25L |
| 2 | Powierzchnia siedziska | 13Kr |
| 3 | Dysk | 25L+13Kr |
| 4 | Trzon | 2Kr13 |
| 5 | Uszczelka | 304+Grafit |
| 6 | Nakrętka | A194-2H |
| 7 | Śruba | A193-B7 |
| 8 | Czapeczka | 25L |
| 9 | Powierzchnia uszczelniająca | 13Kr |
| 10 | Uszczelka | Grafit ekspandowany |
| 11 | Kołnierz dławikowy | 25L |
| 12 | Śruba | A193-B7 |
| 13 | Nakrętka | A194-2H |
| 14 | Namiar | GCr15 |
| 15 | Nakrętka macierzysta | Mosiądz |
| 16 | Koło ręczne | QT400 |
| 17 | Pierścień | 2Kr13 |
Gorące Tagi: Zasuwy spawane doczołowo, Chiny, Producent, Dostawca, Fabryka, Rabat, Jakość, Oferta cenowa
Powiązana kategoria
Wyślij zapytanie
Prosimy o przesłanie zapytania w poniższym formularzu. Odpowiemy ci w ciągu 24 godzin.